Fillet Welds
Fillet Welds mungkin merupakan jenis pengelasan yang sering ditemui. Ada dua jenis pengukuran kampuh las pada fillet welds, yaitu melalui leg (kaki) atau throat (tenggorokan). Pengukuran pertama adalah menggunakan ukuran leg (kaki), dimana pengukuran dilakukan secara vertikal dan horizontal dari besarnya kampuh las.
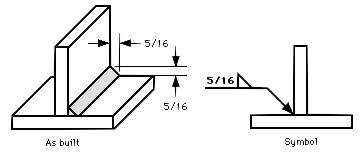
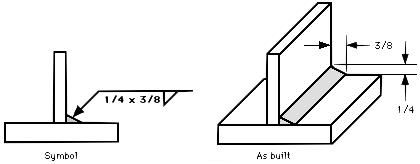
jika ukuran horizontal dan vertikal sama, maka dimensi besarnya kampuh las hanya dituliskan 1 (satu) kali saja, seperti pada gambar diatas. Tetapi jika besarnya ukuran horizontal dan vertikal berbeda, maka kedua dimensi tersebut harus dituliskan. posisi dimensi adalah sebelum simbol pengelasan.
sedangkan untuk ukuran panjang, jika tidak dicantumkan maka pengelasan dilakukan sepanjang sisi yang ditunjukan oleh panah pada simbol pengelasan. Tetapi jika ada panjang khusus, maka harus dituliskan setelah simbol pengelasan.
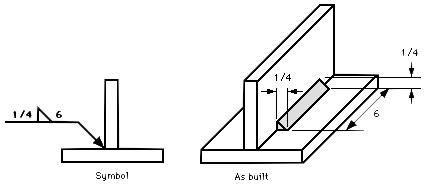
jika pelat tersebut tidak ada dimensi tambahan, maka panjang pengelasan dilakukan antara kedua titik ujung dari sisi yang ditunjukan oleh simbol. Seperti pada gambar diatas karena tidak ada keterangan dimensi lain pada part, maka pengelasan dilakukan sepanjang 6 inchi (ukuran tergantung dia menggunakan mm atau inchi) di antara kedua titik ujung pada sisi yang ditunjukan oleh panah. Tetapi jika ada dimensi tambahan pada part, maka pengelasan harus dimulai atau diakhiri pada dimensi tersebut. contoh :

pada gambar diatas, terdapat dimensi tambahan 6", maka pengelasan dimulai setelah ada jeda/offset 6 " yang kemudian dilanjutkan dengan fillet weld dengan besar kampuh las 1/4" dengan panjang 12".
Pengukuran kedua untuk besarnya kampuh las adalah menggunakan lebar dari throat kampuh las. pengukurannya adalah pada titik pertemuan kedua pelat dan bidang miring dari kampuh las (throat).
untuk penulisannya juga sama seperti pada pengukuran menggunakan leg yang memiliki ukuran horizontal dan vertikal sama. dalam hal ini ukuran throat dituliskan pada posisi sebelum simbol pengelasan.

{kind=link}
bagaimana jika kedua sisi diberikan pengelasan ? untuk pengelasan kedua sisi maka diatas dan dibawah reference line harus diberikan simbol. serta sebelum simbol harus diberikan ukuran berapa besar kampuh las.

jika ukuran kampuh las berbeda antar sisinya, maka ukuran setiap sisi juga tetap dituliskan sesuai dengan ukuran. Tetapi harus diingat bahwa sesuai standard AWS, ukuran dan simbol yang terletak di bawah reference line menunjukan kampuh las yang ditunjukan oleh panah. Sedangkan ukuran dan diatas garis reference menunjukan untuk sisi lainnya. (dibaliknya). Sedangkan untuk standard ISO itu tergantung pada identification line. Garis identification (garis putus-putus) bisa diata atau dibawah reference line. simbol yang menempel pada reference line menunjukan data untuk kampuh las yang ditunjuk oleh panah. Sedangkan simbol dan ukuran yang menempel pada identification line (garis putus-putus) itu menunjukan kampuh las disisi lainnya (dibaliknya).
contoh jika ukurannya kampuh las berbeda :

Tetapi untuk pemberian ukuran pengelasan menurut Standard ISO dan BS, harus mencantumkan notasi berikut :
Standard ISO 2553/EN 22553
a = design throat thicknessStandard BS499 Pt 2
z = leg length
s = penetration throat thickness
a = design throat thickness
b = leg length
pada gambar diatas itu menggunakan standard ISO 2553/EN 22553, jika menggunakan BS499 Pt 2, maka notasi "z" akan diubah menjadi "b". Pemberian ukuran dengan notasi ini biasanya sering digunakan di Inggris. contoh untuk kedua standard:

Lanjut dong articlenya sy pemula pengen belajar lebih banyak tks
BalasHapusSaya lagi belajar buat ikut ujian JIS di jpn. Buku translate annya malah ngebingungin. Tp ini bisa dipahami dgn mudah. Artikelnya sngat membantu sekali.. Terimasih bnyak..
BalasHapusTerima Kasih utk artikelnya. Sedikit-sebanyak membantu saya memahami simbol dalam welding. Kalau boleh, teruskan artikel selanjutnya ya.
BalasHapusPenjelasannya sangat membantu.. thank You so much and GOD bless You.............
BalasHapusTerimakasih, penjelasannya singkat dan padat, tp sangat bermanfaat.
BalasHapus